A real-life example of how the author works with manufacturers to identify and reduce process waste.
In the December 2023 issue of this magazine, I wrote about Kaizen, or continuous improvement, sessions. I outlined the 10 steps one has to follow to conduct a Kaizen session and implement its results.
In this article, I lay out an example of Kaizen as experienced by one of my recent Lean Offsite™ (LO) productivity program participants — an offsite manufacturer in the Midwest (we’ll call them “ABC Modular”). I’ll take you through each of the steps, describing in detail how each one played out, and how it benefited ABC.
1. Identifying the Problem
As with all Kaizen sessions/events, we started by defining the problem that needed to be addressed. Since the major issue for all of my LO clients is process inefficiency and waste, our default focus is process waste reduction, with the ultimate goal of increased productivity and throughput.
2. Collecting the Data
The very first thing I do as part of LO is record video of every station/subprocess in the factory. My team and I then analyze the video second-by-second to identify and quantify the various types of waste in each subprocess. This data is then used to identify the biggest sources of waste in the process.
In ABC’s case, the management team selected three subprocesses on which to focus our Kaizen sessions: floor framing, window installation and cabinet installation.
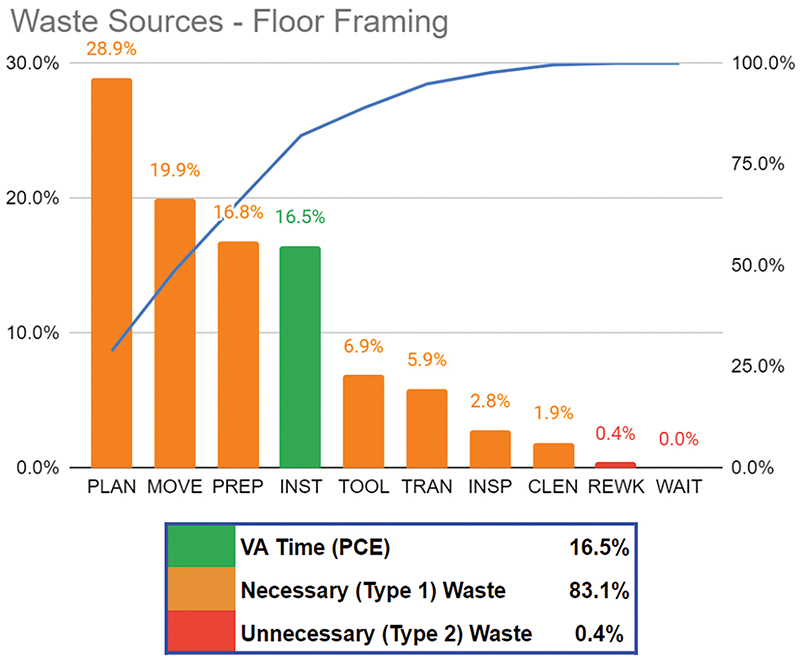
Floor Framing
The top sources of waste in the floor framing subprocess were planning, movement and preparation, making up nearly two-thirds (66%) of the total labor time spent on this subprocess. The Process Cycle Efficiency (PCE) [aka Value-Added Time] was only 16.5% (see chart below).
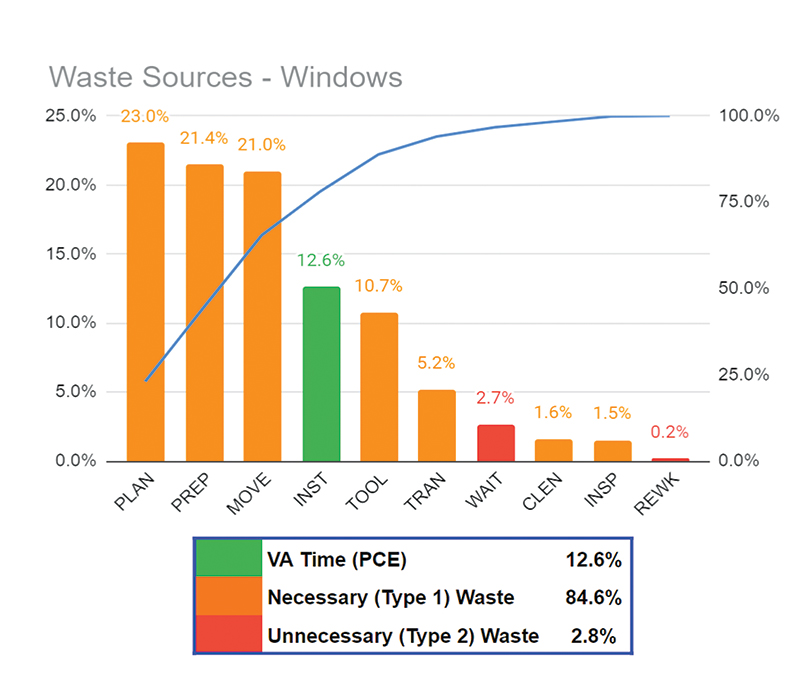
Window Installation
With a PCE of only 12.6%, the leading waste sources in the window installation subprocess were also planning, preparation and movement, which constituted 65% of labor time (see chart below).
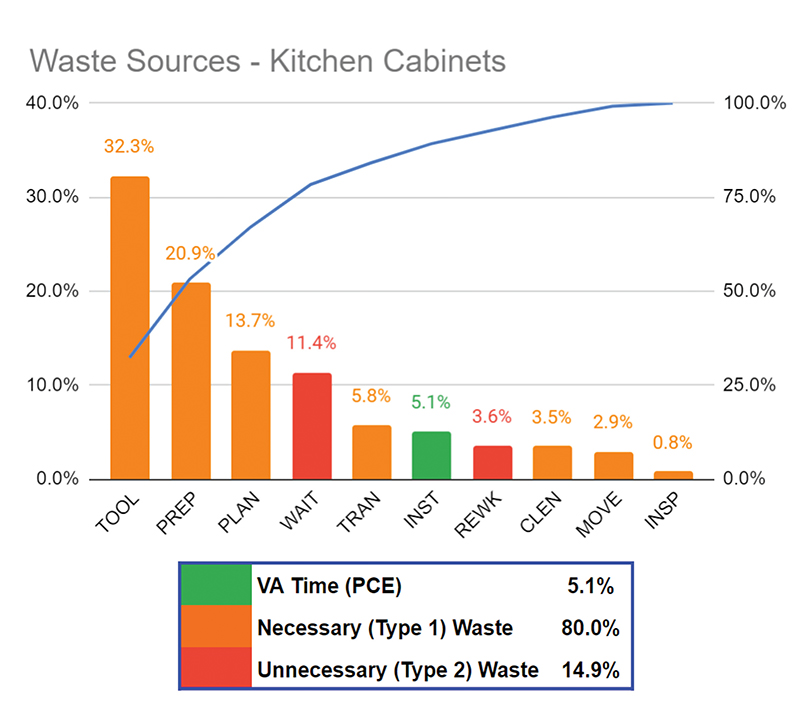
Cabinet Installation
This subprocess had the lowest PCE of the three, at only 5.1%. However, the top waste sources, tool administration, preparation and planning, made up almost the exact same percentage of total labor time as the other two subprocesses, at 67%.
3. Building the Kaizen Teams
The Kaizen teams at ABC were made up of management, design personnel, floor supervisors, and most importantly, the production teams that regularly perform the tasks to be improved. We made sure we had the most experienced personnel for these sessions — their expertise would be critical to a complete and accurate analysis of the subprocesses.
The team sizes ranged from four to six people.
4. Finding the Root Causes
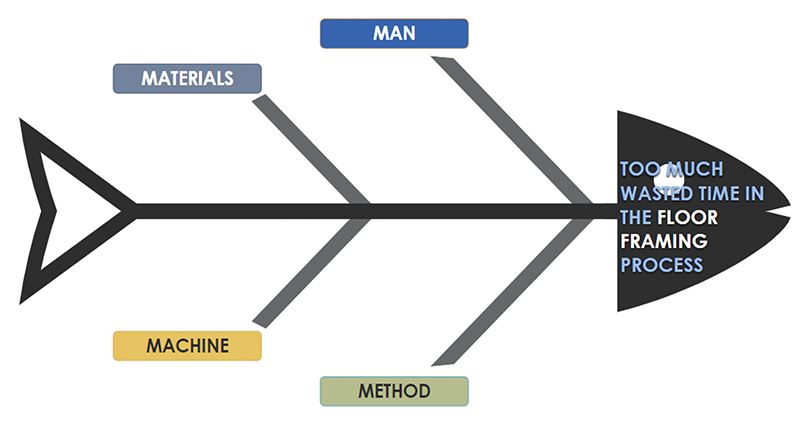
We set aside three hours for each of the Kaizen sessions. In each session, after reviewing the waste data with the team, we established the objective of reducing waste in each of the top sources. Then we conducted a “5 Whys” Fishbone Analysis to uncover the underlying reasons for the wastes. (For more information on these tools, see “Modular Process Optimization: Step 3”, from the September 2022 issue of Offsite Builder. See also the Fishbone diagram below.)
At ABC, these exercises revealed that the root causes of waste ranged from upstream defects and space constraints to options complexity and tool shortages.
5. Generating Solutions
Once we identified the root causes of the waste in the target subprocesses, we had the team brainstorm solutions to these problems, first individually, then in small groups. They generated dozens of solution ideas for each subprocess, which we then consolidated, discussed and enhanced as a team. The resulting vetted lists contained seven to eight solutions per subprocess.
6. Evaluating and Prioritizing
Next, we evaluated each solution based on four criteria: effectiveness, feasibility and cost. This gave us an overall score for each idea, which we used to select the top ideas for implementation.
In the case of floor framing, after this scoring exercise, four ideas surfaced as clear winners: redesigning the joist patterns, moving the chop saw closer to the table, adding more dimensions to the framing plans, and moving the drilling of bolt holes to the field.
For each solution, a task leader and a deadline was assigned at the meeting.
7. Implementing Changes
In the weeks following the Kaizen sessions, the task leads and teams went to work putting the selected solutions into action.
The standard joist pattern was redesigned across all plans. The chop saw was moved to a more central location. The floor copies of the framing plans were supplemented with additional details and dimensions. And the drilling of the bolt holes was shifted to the field team, who could more accurately locate them, thereby reducing rework.
8. Follow-Up and Monitoring
Several weeks into implementation, during our weekly huddle meetings, ABC’s management team reported various results for each solution.
The joist redesign was saving them several hours per floor. Moving the chop saw didn’t end up saving any time (because of another design update), so they moved it back for now, but plan to keep an eye on it and optimize its location over time. The additional detail on the plans saved many minutes of planning and discussion per floor. And shifting the hole drilling operation to the field helped avoid several minutes of rework per module during the setting process.
9. Standardizing
Once we had confirmed that most of the improvement measures were successful at reducing waste, it was time to make them part of the company’s standard procedures. We’re currently working with management to document the updated subprocesses comprehensively in Standard Work Instructions (SWIs) and to provide training to ensure consistent implementation across teams.
10. Sharing the Results
The final step is to acknowledge the efforts of the team and celebrate the improvements. We’ll be sure to share the results and lessons learned with the broader organization. This will not only recognize the dedication of the team, but also encourage others to embrace Lean Kaizen principles in their work.
This example shows how Kaizen sessions are the central component of any Lean/Continuous Improvement implementation. They’re where the process actually gets improved, and where you can begin to reap the rewards of your efforts.
But remember that Kaizen never ends. We’ll be conducting more Kaizen sessions on additional subprocesses on my next visit to ABC. Once you know how to conduct Kaizen sessions and events, they should become an ongoing, frequent part of your business. They will help create a virtuous cycle of continuous improvement.
Daniel Small is a Denver, Colo.-based management consultant to the offsite construction industry. He specializes in Lean Construction and Manufacturing and Six Sigma methodologies. For assistance with improving your offsite manufacturing process, contact him at 719-321-1953 or [email protected]. Or visit www.LeanOffsite.com.