
An industry consultant shares the criteria his team uses to determine where companies are on the Industrialized Construction continuum, and what steps they should take next.
- Conventional modular companies can grow into Industrialized Construction (IC) firms, but success will be more likely if they take the steps in order. The first step is to build a culture that supports the industrialization effort.
- IC companies define each part of the business in great detail. They have clear processes and procedures for completing tasks, solving problems and even encouraging innovative thinking.
- Some people equate IC with automation, but that’s not accurate. Waste must be eliminated in all parts of the organization first, or else you end up automating waste.
Are you sold on the benefits of industrialized construction, but unsure how to move in that direction? The first step is to figure out where your company stands today, according to Nick Masci, Founder of Industrialized Construction Group (ICG) in Birmingham, Alabama.
Masci likes to quote Shigeo Shingo, a Japanese industrial engineer who helped develop the Toyota Production System. “The most magnificent scheme in the world will be worthless if your perception of the current condition is in error.”
We spoke with Masci about the IC maturity assessments his team perform to help offsite companies set a point from which “they can move forward and not waste money.” The team bases its evaluations on a set of numbered lists, which are detailed below.
We also talked with Colby Swanson, Executive in Residence at ADL Ventures, an advisory firm with six US locations. (For more on ADL, see our Q&A with Nolan Browne in this issue.)
Levels of Maturity
The five Levels of IC maturity are:
1: Traditional construction
2: Offsite construction without better results (a.k.a. traditional building under a roof)
3: Stable processes with results that exceed those of Levels 1 and 2
4: Automated design and supply chain integration
5: Transforming the industry and supply chain

Credit: ICG
Levels 1 & 2
Traditional construction companies, — those at Level 1— have no industrialization. Level 2 offsite companies are more industrialized, but their business results are no better.
Masci says that, with traditional businesses, fluctuations in project and profit results can lead to unpredictable financial performance and quality.
“At Level 2, there might be inconsistencies in product quality, primarily due to not having an effective Quality Assurance program,” Masci says. “For instance, there might be inconsistent dimensional accuracy, which means components don’t fit properly when they arrive on-site and require additional work to correct. This wastes materials and time.”
This kind of variability is caused by manufacturing processes that are not repeatable or standardized.
Level 3
Level 3 is the start of what Masci calls IC adulthood. “You can get to Level 2 by muscling through with workers wearing toolbelts on 6-foot ladders under a roof,” he says. But that’s not enough for Level 3.
To achieve Level 3, a company needs measurable improvements in its effectiveness and efficiency. Getting there requires stable, standardized processes that provide a foundation for continuous improvement in productivity and profits.
Take the example of installation. “By clearly defining and communicating installation procedures, teams at Level 3 can install products consistently and efficiently,” Masci says. “This standardization also makes it possible to identify variations and issues in the installation process.” Level 3 companies can pinpoint areas for improvement, leading to even more efficient installation.
He says that data from other manufacturing industries indicate that standardized work processes and continuous improvement efforts can yield a three-to-five-fold productivity improvement over Level 2 — as well as a 1.5x increase in gross margin.
According to Masci, productivity in manufacturing is typically measured by the number of labor hours needed to produce one unit. Offsite manufacturers also look at labor hours saved in the field. “An electrical contractor can rough-in a room [in the factory] in a quarter of the time it takes compared to traditional construction,” he says.
Levels 4 & 5
At Level 4, a company has adopted more integrated and automated approaches to design, procurement, project management and supply chain integration. For example, at Level 4, “any change to the 3D building model triggers updates to the schedule and the cost estimate. A bill of materials, which includes supplier pricing, can also be generated directly from the model,” Masci explains.
Level 5 companies are those that transform entire industries. Amazon is the best-known example. “Amazon’s use of AI and analytics to optimize its supply chain, from predictive stocking to dynamic pricing, transformed traditional retail logistics and customer experience,” Masci explains.

Credit: Maryland GovPics on flickr
Achieving IC Maturity
How does a company move from Level 2 to Level 3 and beyond? What kinds of systems does it need? To answer these questions Masci and his colleagues talk with employees, make observations during visits to factories and jobsites, and perform data analysis.
They assess each company on 70 topics, which fall into six different Disciplines:
- Strategy and Culture
- Management Systems
- Continuous Improvement
- Design
- Manufacturing
- Environmental and Social Governance (ESG)
These are done in order. Once the first three Disciplines (Strategy and Culture, Management Systems and Continuous Improvement) are in good shape, that “sets the groundwork for the other three, more technical ones,” Masci says.
Strategy & Culture
To evaluate a company’s performance in this Discipline, assessors consider topics like:
- Whether or not there’s a coherent IC strategy
- Employee understanding of the value the company offers customers
- Procedures for hiring and promoting employees
- Company leaders’ behaviors
- Whether or not employees can report problems without fear of repercussions
- Physical safety
- Experimentation with technology
Swanson would add employee compensation to the list. “The industry woefully underpays people because it’s the only way they can make money,” he says. But when Walmart pays $20 an hour, plus benefits, a modular or panel manufacturer that’s offering $13 or $14 an hour for physical labor in a non-air-conditioned environment will have trouble filling its ranks. “Too many factories don’t understand what they’re competing against in the labor market,” Swanson says.
Management Systems
An analysis of this Discipline includes questions like:
- How well is the company developing employees?
- Does leadership understand what’s happening on the shop floor or, as Masci puts it, are they “making decisions while sitting in office swivel chairs?”
- Is the company capturing meaningful KPI (key performance indicator) data?
- Are all parts of the company operating within a common data environment?
- Is that data being shared across the whole organization?
“High performing factories have a culture of caring for employees and of encouraging ideas to flow,” Masci says.
One aid to developing human potential is to post a skills matrix (or matrices) that show what skills everyone in the company has, and what tasks each qualifies for. The matrix shows workers what they need to learn if they want to move to a different job description.
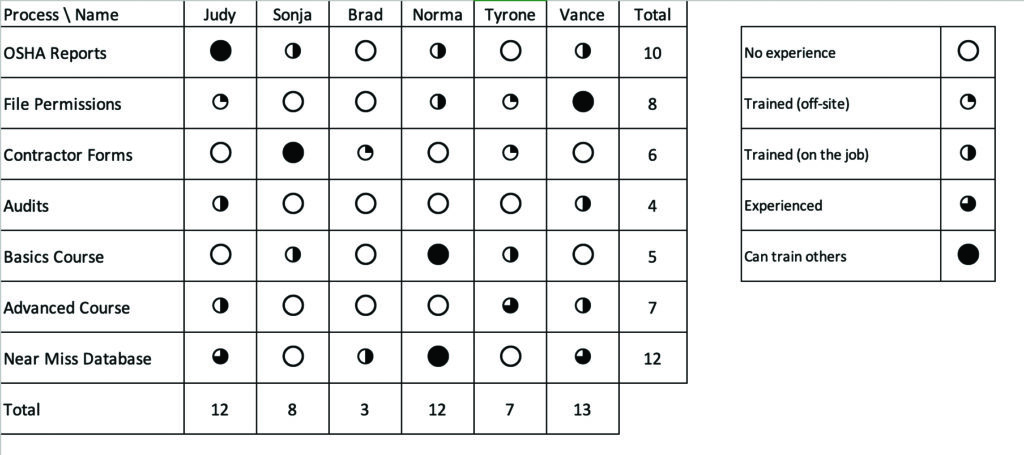

Credits: Lean Six Sigma Definition and AG5
Continuous Improvement
This Discipline includes topics like:
- Structured problem-solving. Does the company have processes for “identifying the root causes of problems and eliminating those causes so the problems don’t re-occur?”
- A commitment to innovation
- Encouragement for employees to offer ideas for improvement
- Standardized, easy-to-understand work instructions for all jobs
- Quality signals that show when and where there are defects in a piece of work
Interestingly, standardized work instructions are actually part of innovation. “They free workers to come up with better ways to do tasks,” says Masci. When work is standardized, workers’ minds aren’t constantly burdened with mundane questions like ‘Where’s my hammer?’ or ‘Where’s the glue?’ Standardization also improves quality. “Ideally, it makes the work mistake-proof.”
As for quality signals, defects should be identified as “close to the source as possible and should be fixed with structured problem-solving,” Masci says. Defects include physical product defects as well as departures from desired conditions. By this definition, a missed daily production target would count as a defect.
In one case, Masci recalls, “We originally thought the cause of missing daily production targets was in the tile-installation area. But we formed a team to review every step in the value stream. They determined that the problem was upstream, where work in the plumbing-installation area was being performed out of sequence, slowing down overall flow of the line.” The point is that the company didn’t reflexively add people to the tile-installation area, which would have increased costs without increasing throughput.
Figuring out the cause of defects and resolving the problems that led to them is a vast improvement over the common habit of shunting problems down the line for someone else to fix. The latter only results in “enormous punch lists.”
Design
Once a company is doing well with the three foundational Disciplines above, it can turn its attention to the next three, starting with Design.
The Design Discipline includes topics such as:
- Design standards and libraries
- A path to mass customization
- Elimination of coordination (For instance, the design ensures that the ductwork installer doesn’t have to coordinate with the plumber about where ducts and pipes go.)
Manufactured items need to be designed to be manufacturable. “In traditional construction, a building is designed then the building team figures out how to build it,” says Masci. In manufacturing, however, every part of the building must be defined in detail before production begins.
It’s also important to maintain a library of standardized designs for products and parts. These might include designs for each of the following areas:
- Volumetric units (wall assemblies, bathroom pods)
- Electrical (in-wall rough, overhead conduit racks, load panels, transformers, wiring harnesses)
- Mechanical and Plumbing (valve assemblies, multi-trade racks, medical head walls)
The design software should integrate cost data. It should have the capability to feed instructions to the factory machinery on how to build specific assemblies. This facilitates mass customization, in which buildings are mass produced, but have leeway for some customization.
Having 80% of the building defined from the start allows companies to focus on the 20% that’s special. “Let’s stop re-designing things like electrical rooms and fire stairs (that end up costing way too much and make construction go over budget),” Masci says. “Instead, let’s focus on features that are important to people, like better finishes and lighting.”
Manufacturing
The Manufacturing Discipline covers topics such as:
- Finished goods tracking
- Field delivery experience
- Daily management system
- Automation
A piece of good news, according to Masci, is that the first two of these are already reaching maturity in many offsite factories. (That is, a lot of companies are at Level 3 with them.) “They typically have a formalized quality assessment and quality control process, and they track products out into the field and make sure the field delivery experience is good,” he says.
The factory also needs a system to track daily targets. For instance, a lot of factories have a green light to confirm that a line is meeting its target production rate (producing so many wall panels per day, for instance) and a red light that goes on when it’s falling behind. “The red light shows where attention is needed so the problem can be fixed,” says Masci.
Some people believe that automation will improve productivity, but automation can be hard to get right. “You need to understand your processes well enough that you can automate where it makes sense,” says Swanson. “Some highly repeatable tasks are easy for current robotic technology; for others the right robot has yet to be built.”
Factories also need to make their processes as efficient as possible before automating. “If you don’t remove waste first, you end up automating waste,” says Swanson. For example, unnecessary parts (e.g. extra screws and fasteners) and processing that goes beyond the required quality (such as extra polishing) should be eliminated before trying to automate.
Once a process is delivering its full value without automation, then robotics, software and other technologies can be used to amplify that value.
ESG (Environmental and Social Governance)
This Discipline includes topics like:
- Emissions tracking
- Embodied carbon tracking
- Waste reduction
- Workforce inclusion
These factors are ones where IC can naturally shine. For example, Masci mentions that IC uses materials more efficiently compared to traditional construction, with less waste. “While traditional projects might see up to 25% of materials discarded, IC can lower this figure to less than 5%, with those in Level 4 and 5 aiming for a less than 2% scrap rate,” he says.
Workforce inclusion means that by moving many construction activities to a factory setting, IC opens up employment opportunities to people who might not be able to work on a traditional construction site. “This can include individuals with physical disabilities or those who require a more stable work environment,” Masci says. That’s good for the company because it broadens the potential labor pool.
Factory settings also typically have better safety, ergonomics and overall working conditions than traditional construction sites. Masci says, “This can lead to higher job satisfaction, reduce injury rates and promote a healthier work-life balance.”

Credit: Nick Masci

Credit: ADL Ventures
Zena Ryder writes about construction and robotics for businesses, magazines, and websites. Find her at zenafreelancewriter.com.






